


Alle Produkte
-
SS-Stahl-Rohre
-
Verschleißfestigkeits-Stahlplatte
-
Nahtloses Kupferrohr
-
Galvanisiertes Aluminiumblatt
-
Kohlenstoffstahl-Blatt-Platte
-
Galvanisierte Stahlspulen
-
Aluminiumlegierungs-Rohre
-
Aluminiumstahlspule
-
Nahtlose Stahlrohre
-
Edelstahl-Spulen
-
Edelstahl-Platten-Blatt
-
Galvanisierte Stahlplatten
-
Hohles Vierkantstahl-Rohr
-
Heißes eingetauchtes galvanisiertes Stahlrohr
-
Geschweißte Stahlrohre
-
 JamswurzelDanke sehr viel für Ihren aufrichtigen Service. Die Qualität Ihrer Produkte ist immer sehr gut gewesen. Wir werden sehr und Hoffnung, mehr Zusammenarbeit zu haben in der Zukunft entlastet.
JamswurzelDanke sehr viel für Ihren aufrichtigen Service. Die Qualität Ihrer Produkte ist immer sehr gut gewesen. Wir werden sehr und Hoffnung, mehr Zusammenarbeit zu haben in der Zukunft entlastet. -
 KhueDanke für Ihre Produkte. Ihre Produkte sind guter Qualität und rücksichtsvollem behilflich. Wir sind sehr überzeugt und bereit, mit Ihnen zusammenzuarbeiten. Wir hoffen, dass es Gelegenheiten für die Zusammenarbeit mit anderen Produkten in der Zukunft gibt.
KhueDanke für Ihre Produkte. Ihre Produkte sind guter Qualität und rücksichtsvollem behilflich. Wir sind sehr überzeugt und bereit, mit Ihnen zusammenzuarbeiten. Wir hoffen, dass es Gelegenheiten für die Zusammenarbeit mit anderen Produkten in der Zukunft gibt.
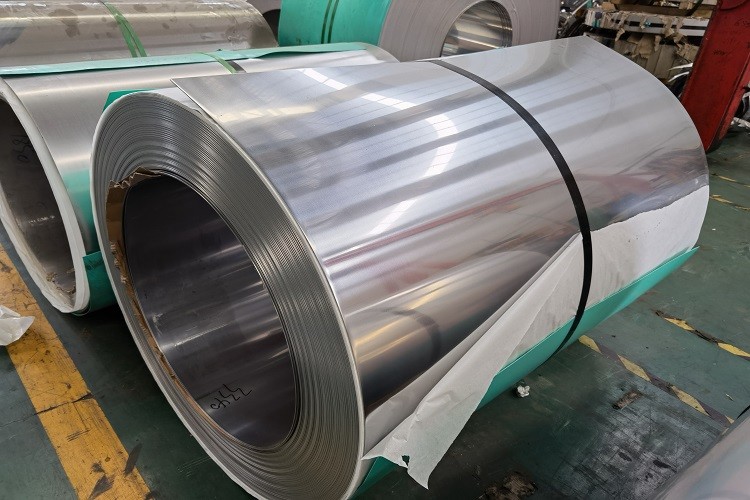
Der Stärke-9mm Spulen Edelstahl-der Spulen-410S walzten kalt


Treten Sie mit mir für freie Proben und Kupons in Verbindung.
whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
Wenn Sie irgendein Interesse haben, leisten wir 24-stündige Online-Hilfe.
xProduktdetails
| Farbe | natürliche Farbe | Oberfläche | BA/2B/NO.1/NO.3/NO.4/8K/HL/2D/1D |
|---|---|---|---|
| Stärke | 0.1mm-30mm | Technische Behandlung | Code rollte warm gewalztes |
| Grad | 430 | Dickentoleranz | ±0.01mm |
| Hervorheben | Spulen des Edelstahl-410S,Stahl rollte Spule,9mm Edelstahl-Spulen |
||
Produkt-Beschreibung
Stärke 0.3-9mm 430 SS umwickelt kaltgewalzte Edelstahl-Spule
Produktbeschreibung
Chemische Zusammensetzung
Kohlenstoff (c): 0,12% oder weniger
Silikon (Si): 0,75% oder weniger
Mangan (Mangan): 1,00% oder weniger
Phosphor (P): 0,040% oder weniger
Schwefel (S): 0,030% oder weniger
Nickel (Ni): ≤0.60% (einschließlich)
Chrom (Cr): 16,00 | 18,00%
Mechanische Eigenschaften von
Dichte: 7,75 g/cm nachher
Schmelzpunkt: ℃ 1427
Expansionskoeffizient: mm/℃ (an 20-100℃)
Elastizitätsmodul: kN-/mm²
Starrheitsmodul: kN-/mm²
Anwendungsstandard: N/A (UNS)
Oberflächenniveau
Edelstahl 430 hat die folgenden Zustände, ist der Zustand nicht der selbe, schmutzig und Korrosionsbeständigkeit ist nicht die selbe.
NO.1, 1D, 2D, 2B, N0.4, HL, BA, Spiegel und viele andere Oberflächenbehandlungszustände.
Charakteristischer Bearbeitungsprozeß
1D - die Oberfläche hat unterbrochene granulierte Form, alias Nebeloberfläche. Verfahrenstechnik: Warmwalzen + Vergütungsschusshämmern in Essig einlegend + kaltwalzend + Ausglühenin essig einlegen.
2D - etwas glänzendes silbriges Weiß. Verfahrenstechnik: Warmwalzen + Vergütungsschusshämmern in Essig einlegend + kaltwalzend + Ausglühenin essig einlegen.
2B - silbriges Weiß mit besserem Glanz und Flachheit als 2D Oberflächen. Verfahrenstechnik: Warmwalzen + Vergütungsschusshämmern in Essig einlegend + kaltwalzendes + Vergütungsc$in essig einlegen + Mildern des Rollens.
BA - Ausgezeichneter Oberflächenglanz, hohes Reflexionsvermögen, wie Spiegeloberfläche. Verfahrenstechnik: Warmwalzen + Vergütungsschusshämmern in Essig einlegend + kaltwalzendes + Vergütungsc$in essig einlegen + Oberflächenpolieren + ausgeglichenes Rollen.
No.3 - guter Glanz, Oberfläche ist Grobkorn. Verfahrenstechnik: 2D Produkte oder 2B mit 100~120 reibenden Materialien (JIS R6002) Rollen polierend und mildernd.
No.4 -- guter Glanz und dünne Linien auf der Oberfläche. Verfahrenstechnik: 2D Produkte oder 2B mit dem Schleifmittel 150~180 (JIS R6002) Rollen polierend und mildernd.
HL - silbernes Grau mit Streifen des Haares. Verfahrenstechnik: 2D oder die Produkte 2B werden mit passenden Schleifmitteln poliert, um das ununterbrochene reibende Oberflächenkorn zu machen.
MIRRO - Spiegel. Verfahrenstechnik: 2D oder Produkte 2B mit passenden reibenden Materialien der Teilchengröße damit das Reiben und das Polieren Effekt widerspiegeln.
![]()
Empfohlene Produkte